说明
闭式模锻是一种锻造工艺,其中包含所需零件的预切割轮廓的模具(称为工装)相互移动,并覆盖整个或部分工件。加热后的原材料,其形状或尺寸与最终锻造零件的形状或尺寸近似,放置在底模中。锻件的形状以负像的形式出现在顶模或底模中。从上面看,顶模对原材料的冲击使其形成所需的锻造形式。从几盎司到60000磅的零件可以用这个过程来制造。一些较小的零件实际上是冷锻的。
过程能力
通常被称为闭式模锻,钢、铝、钛和其他合金的模锻可以产生几乎无限的三维形状,重量范围从仅仅盎司到超过25吨。压印模锻件通常在液压机、机械压力机和锤子上生产,容量分别高达50000吨、20000吨和50000磅。
顾名思义,当锻坯发生塑性变形时,两个或两个以上含有零件形状压痕的模具结合在一起。由于金属流动受到模具轮廓的限制,因此与开式模锻工艺相比,这种工艺可以产生更复杂的形状和更接近的公差。成形对称和非对称形状的额外灵活性来自于精轧机模具锻造前的各种预成形操作(有时是弯曲)。
零件几何结构的范围从一些最容易锻造的简单球形、块状矩形实体和圆盘状配置到最复杂的部件,这些部件具有薄而长的截面,包括薄腹板和相对较高的垂直投影,如肋和凸台。尽管许多零件通常是对称的,但其他零件结合了各种设计元素(法兰、突出物、孔、空腔、凹槽等),使锻件非常不对称。此外,零件可以在一个或多个平面上弯曲或弯曲,无论它们基本上是纵向的、等尺寸的还是平面的。
大多数工程金属和合金可以通过传统的压模工艺锻造,其中包括:碳钢和合金钢、工具钢、不锈钢、铝和铜合金以及某些钛合金。应变速率和温度敏感材料(镁、高合金镍基超级合金、耐火合金和一些钛合金)可能需要更复杂的锻造工艺和/或专用设备,以便在压模中锻造。
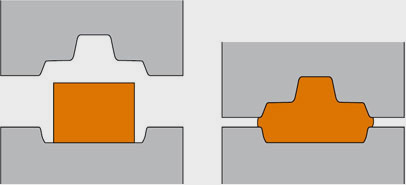
封闭式模锻工艺操作
在压印模锻的最简单的例子中,两个模具组合在一起,工件经历塑性变形,直到其扩大的侧面接触到模具的侧壁。然后,少量的材料开始在逐渐变薄的模腔成形飞边外流动。闪光冷却迅速,并提出了更高的抗变形能力,并有助于建立压力内的大部分工件,帮助材料流入未填充的印象。



令人心烦意乱的
从根本上说,在卧式锻压机(镦粗机)上生产的模锻件与用锤子或压力机生产的模锻件相似。每一种都是将金属压入模具的型腔的结果,这些型腔在分模线处分开。

冲头操作的“镦头工具”中的压痕相当于锤子或压力机顶模。“夹模”包含与锤子或压力机底模相对应的压痕。夹紧模由一个固定模和一个移动模组成,当关闭时,移动模可以夹紧坯料并将其固定在锻造位置。机器每次工作行程后,这些模具允许在多个印模中从一个型腔转移到另一个型腔。
视图